
Z czego składa się lina stalowa?
Lina stalowa zbudowana jest z pojedynczych drutów stalowych, które są skręcane w splotki, a następnie oplatane wokół centralnego rdzenia. Taka konstrukcja zapewnia optymalne połączenie wytrzymałości, elastyczności i odporności na zużycie.
Rdzeń liny może być wykonany ze stali lub włókna (np. naturalnego lub syntetycznego) i pełni kluczową rolę w utrzymaniu kształtu oraz nośności całej konstrukcji.
Kombinacja liczby i średnicy drutów w splotce wpływa na właściwości użytkowe liny:
- grubsze druty zapewniają wyższą odporność na ścieranie i korozję,
- cieńsze druty zwiększają elastyczność i łatwość prowadzenia.
Konstrukcja liny opisywana jest za pomocą oznaczeń, np. 6x36-FC, gdzie:
- 6 – liczba splotek w linie,
- 36 – liczba drutów w jednej splotce,
- FC (ang. Fibre Core) – typ rdzenia, w tym przypadku włókienny.
Dzięki różnorodności konstrukcji, liny stalowe mogą być precyzyjnie dopasowane do konkretnego zastosowania od prostych systemów podnoszenia po zaawansowane instalacje przemysłowe.
Od drutu do liny stalowej
Na ilustracji po prawej stronie można zobaczyć, jak powstaje drut stalowy i jakie procesy przechodzi, zanim będzie mógł zostać zwinięty na bębnie.

Drut stalowy
Materiałem wyjściowym jest walcówka, która jest formowana na zimno do różnych wymiarów i klas wytrzymałości.
Najczęściej spotykane klasy to:
| Klasa liny EN | Klasa wytrzymałości drutu na rozciaganie Interfejs API 9A |
Hardness app. Min. kp/mm² |
Min. N/mm² | Max. kp/mm² | Max. N/mm² | Brinel HB | Rockwell HRC |
| 1570 |
PS
|
140
|
1370
|
180
|
1770
|
405/425
|
45
|
| 1770 |
IPS
|
160
|
1570
|
200
|
1960
|
445/470
|
49
|
| 1960 |
EIPS
|
180
|
1770
|
220
|
2160
|
470/480
|
51
|
| 2160 |
EEIPS
|
200
|
1960
|
220
|
2160
|
480/500
|
52 |
Obróbka zewnętrzna: Drut jest na ogół nieobrobiony (błyszczący), ocynkowany lub nierdzewny. Cynkowanie drutów zapewnia dobrą ochronę w szczególnie korozyjnych środowiskach. W skrajnych przypadkach stosuje się drut nierdzewny. Liny stalowe mogą być również wyposażone w tworzywo sztuczne do dodatkowej ochrony zewnętrznej.
Rdzeń
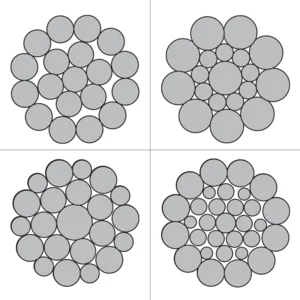
Lina stalowa to konstrukcja złożona z wielu cienkich drutów, które tworzą splotki, a te następnie skręcane są wokół rdzenia. Zarówno sposób ułożenia drutów w splotce, jak i konstrukcja samego skrętu mają istotny wpływ na właściwości liny, jej elastyczność, odporność na ścieranie, rozciąganie czy zgniatanie.
Rodzaje skrętów liny:
-
Isowire – wszystkie druty mają taką samą średnicę i są skręcone krzyżowo. To najprostszy i najbardziej równomierny układ.
-
Seale (S) – warstwy drutów ułożone są równolegle. Zewnętrzna i wewnętrzna warstwa zawierają taką samą liczbę drutów, ale o różnych średnicach – grubsze na zewnątrz, cieńsze wewnątrz.
-
Warrington (W) – w warstwie zewnętrznej zastosowano druty o dwóch różnych średnicach, co pozwala lepiej wypełnić przestrzeń i zwiększyć trwałość.
-
Warrington-Seale (WS) – kombinacja Seale i Warrington; splotka zawiera trzy lub więcej warstw drutu dla zwiększenia nośności i odporności.
-
Z wypełniaczami (F) – pomiędzy warstwami umieszcza się cienkie druty wypełniające, co zwiększa gęstość i ogranicza zużycie.
-
Splotka zagęszczona (kompaktowa) – po skręceniu poddawana dodatkowej obróbce mechanicznej (prasowaniu, toczeniu), dzięki czemu uzyskuje się bardziej zwartą strukturę.
Sploty liniarskie
W konstrukcji splotki, w której zastosowano kilka warstw drutów o jednakowej średnicy, poszczególne warstwy krzyżują się ze sobą – jest to tzw. styk punktowy. Taka budowa zapewnia prostotę wykonania, ale ogranicza powierzchnię nośną drutów w przekroju poprzecznym.
Natomiast w konstrukcjach, w których stosuje się druty o różnych średnicach, warstwy drutów są ułożone równolegle względem siebie – tworząc tzw. styk liniowy. Tego typu splotki charakteryzują się większą powierzchnią stalową w przekroju, co przekłada się na wyższą nośność. Dodatkową zaletą jest lepsza odporność na zmęczenie materiału oraz zwiększona trwałość na zużycie. Wynika to z faktu, że wszystkie druty mają jednakową długość skrętu i jednakowy kąt ułożenia w splotce, co zapewnia równomierne rozłożenie obciążeń podczas pracy liny.


Rodzaje Zwicia
Zwicie odnosi się do kierunku, w jakim skręcone są druty w splotkach oraz samych splotek wokół rdzenia liny. To, w jaki sposób te kierunki się ze sobą łączą, ma duży wpływ na zachowanie liny w trakcie eksploatacji.
Zwijanie przeciwzwite: Kierunek skrętu drutów w splotce jest przeciwny do kierunku, w jakim splotki są skręcone wokół rdzenia liny.
Zalety:
- Lepsza stabilność strukturalna
- Większa odporność na skręcanie i deformacje
- Mniejsze ryzyko rozplątania się liny
- Możliwość większej liczby dopuszczalnych pęknięć drutów
- Ułatwiona identyfikacja uszkodzonych drutów
Zwijanie współzwite: Kierunek skrętu drutów w splotce jest taki sam jak kierunek, w którym splotki są skręcone wokół rdzenia liny.
Zalety:
- Lepsza powierzchnia nośna i odporność na zużycie
- Doskonały kontakt z rowkiem kół pasowych
- Lepsze zachowanie na bębnach wielowarstwowych
- Dłuższa żywotność przy dużych obciążeniach własnych
Uwaga: Liny współzwite generują większy moment skręcający – nie należy ich stosować w aplikacjach, gdzie lina może się swobodnie obracać.
Kierunki zwicia:
Prawy zwój (zZ)
Druty i splotki skręcone są w prawo wokół rdzenia. To najczęściej spotykany kierunek zwicia.
Lewy zwój (sS)
Druty i splotki skręcone są w lewo wokół rdzenia – stosowany rzadziej, zazwyczaj w aplikacjach specjalnych.

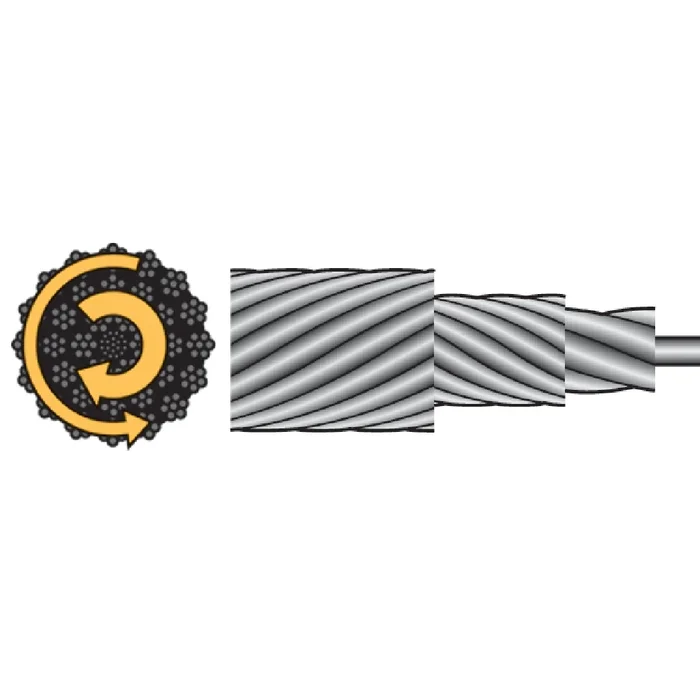
Liny stalowe odporna na rotację
Podczas pracy z dużymi wysokościami podnoszenia, szczególnie w żurawiach wieżowych, windach budowlanych czy żurawiach samojezdnych, istotne jest, aby lina nie obracała się wokół własnej osi. Nadmierne skręcanie może prowadzić do splątania, uszkodzenia ładunku lub awarii urządzenia.vAby temu zapobiec, stosuje się liny nieodkrętne.
Jak to działa?
Liny odporne na rotację składają się z wielu warstw splotek, gdzie każda warstwa skręcana jest w przeciwnym kierunku do sąsiedniej. Przykładowo, jeśli warstwa wewnętrzna ma zwój prawy, to kolejna będzie miała zwój lewy – i tak naprzemiennie.
Dzięki takiej konstrukcji:
- momenty obrotowe poszczególnych warstw wzajemnie się znoszą,
- lina nie skręca się pod wpływem obciążenia,
- zapewniona jest wysoka stabilność kierunkowa,
- znacznie zwiększa się bezpieczeństwo i precyzja podnoszenia.
Formowanie wstępne liny stalowej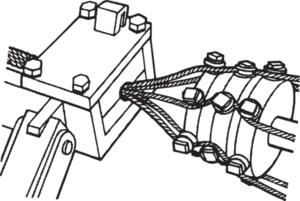
Formowanie wstępne to proces technologiczny, w którym druty oraz splotki (żyły) liny stalowej są odpowiednio kształtowane jeszcze przed ich ostatecznym skręceniem w linę. W trakcie tego procesu każdy element zyskuje spiralny kształt, jaki będzie miał w gotowym wyrobie. Odbywa się to w specjalnej głowicy formującej, tuż przed etapem skręcania.
Zalety formowania wstępnego:
- Redukcja naprężeń wewnętrznych – drut staje się bardziej stabilny i łatwiejszy w obsłudze,
- Liny nie mają tendencji do niekontrolowanego skręcania się lub rozplątywania,
- Po przecięciu końce splotek zachowują swój kształt – nie trzeba ich wiązać,
- Ułatwiony montaż i bezpieczniejsze użytkowanie.
Długość uzwojenia 
Długość uzwojenia określa długość jednego pełnego obrotu drutu lub splotki wokół rdzenia liny. Jest to kluczowy parametr każdej konstrukcji, ściśle dobrany na etapie produkcji.
Zmiana długości uzwojenia może drastycznie wpłynąć na skrócenie żywotności liny, dlatego nie wolno jej modyfikować podczas eksploatacji ani przerabiania.
Obciążenie zrywające - Minimalna siła zrywająca
To najniższa wartość siły, wyrażona w kiloniutonach (kN), jaką lina musi wytrzymać, aby spełniała wymagania norm i mogła zostać dopuszczona do użytku.
Obliczona siła zrywająca
To teoretyczna wartość obliczana jako:
całkowita powierzchnia przekroju stalowego × wytrzymałość drutu na rozciąganie.
W obliczeniach nie uwzględnia się strat wynikających z efektów skręcania drutów, co oznacza, że wartość ta ma charakter orientacyjny. W praktyce kluczowe znaczenie ma spełnienie normy dla minimalnej siły zrywającej.

