Konserwacja i inspekcja liny stalowej
Liny stalowe to złożone narzędzia dźwigowe, których konstrukcja opiera się na rdzeniu otoczonym skręconymi warstwami stalowych drutów. Druty i splotki mogą być skręcane w prawo lub w lewo, a ich liczba, układ i sposób wykonania mają bezpośredni wpływ na wytrzymałość, elastyczność oraz odporność liny na zmęczenie materiału. Podczas pracy, zwłaszcza pod obciążeniem, poszczególne druty i kordy poruszają się względem siebie, co powoduje wewnętrzne tarcie. Dodatkowo, lina narażona jest na działanie czynników zewnętrznych, takich jak warunki atmosferyczne, zmiany temperatury, zanieczyszczenia oraz mechaniczne zużycie przez kontakt z bębnami i kołami linowymi.






Przed pierwszym użyciem należy upewnić się, że lina odpowiada zamówieniu, nie posiada uszkodzeń, a jej średnica, certyfikaty i przeznaczenie są zgodne z wymaganiami. Równie ważne jest sprawdzenie, czy urządzenia, z którymi lina ma współpracować, są w pełni sprawne. W przypadku pracy w warunkach szczególnie niebezpiecznych, jak np. podnoszenie ludzi, praca offshore lub transport ładunków niebezpiecznych, wymagana jest ocena ryzyka i odpowiednie dostosowanie parametrów pracy, w tym dopuszczalnego obciążenia roboczego.
Instalacja liny
Odwijanie i instalacja liny muszą odbywać się z zachowaniem ostrożności. Nie wolno ciągnąć liny z nieruchomej szpuli – prowadzi to do skręcenia (kinków), które trwale uszkadzają strukturę wewnętrzną. Należy stosować obracane podstawy lub prowadnice oraz zachować kierunek nawoju. Jeśli lina musi zostać przycięta, należy zabezpieczyć ją najazdami po obu stronach cięcia – w przypadku lin rotacyjnie odpornych co najmniej dwoma, o długości nie mniejszej niż dwukrotna średnica liny. Cięcie powinno być wykonane za pomocą specjalistycznych narzędzi, a po zakończeniu należy pozostawić zabezpieczenie do momentu trwałego zabezpieczenia końcówek.
Przed rozpoczęciem eksploatacji nowo zainstalowaną linę należy rozruszać na małym obciążeniu, aby dostosowała się do warunków pracy. Przy instalacji należy również zwrócić uwagę na prawidłowy dobór kierunku splotu względem nawrotu bębna oraz odpowiednie kąty prowadzenia liny, które mają istotny wpływ na jej zużycie.






Kierunek obrotu bębna i punkt mocowania liny decydują o tym, czy należy zastosować linę skrętną prawą, czy lewą. Obowiązuje tu prosta zasada:
-
Bęben z gwintem prawym – stosuje się linę skrętną lewą.
-
Bęben z gwintem lewym – stosuje się linę skrętną prawą.
 UWAGA! Nieprawidłowy dobór kierunku splotu liny może znacząco skrócić jej żywotność. Podczas nawijania należy upewnić się, że każde zwoje są ułożone z pełnym przyleganiem do powierzchni bębna lub poprzednich warstw. W razie potrzeby należy odpowiednio hamować bęben opakowaniowy.
UWAGA! Nieprawidłowy dobór kierunku splotu liny może znacząco skrócić jej żywotność. Podczas nawijania należy upewnić się, że każde zwoje są ułożone z pełnym przyleganiem do powierzchni bębna lub poprzednich warstw. W razie potrzeby należy odpowiednio hamować bęben opakowaniowy.
Kierunek zwijania podany na poniższych rysunkach odnosi się ogólnie do bębnów gładkich i rowkowanych.
Nawijanie dolne
Nawijanie górne




Lina prawa – od prawej do lewej
Lina lewa – od lewej do prawej
Lina prawa – od lewej do prawej
Lina lewa – od prawej do lewej

Rowkowanie
Przed montażem należy skontrolować ogólny stan techniczny bębna. W przypadku rowkowanego bębna trzeba sprawdzić, czy promień i podziałka rowków odpowiadają średnicy nowej liny.
Zbyt mała średnica bębna może prowadzić do trwałych deformacji liny, co niemal zawsze skutkuje koniecznością jej przedwczesnej wymiany.

Kilka warstw
Stosowanie kilku warstw liny na bębnie może prowadzić do spłaszczeń i odkształceń dolnych warstw, szczególnie gdy zastosowano nieodpowiednią konstrukcję liny lub wystąpiły błędy podczas nawijania.

Kąt prowadzenia liny
Zbyt duży kąt prowadzenia liny może powodować intensywne ścieranie się sąsiadujących zwojów liny na bębnie. Może to również skutkować problemami skrętnymi i deformacją liny.

Pojemność
Poniższy wzór pozwala oszacować długość liny o danej średnicy, jaką można nawinąć na bęben:
Długość liny (m) = (A + B) × A × C × π × 10⁶ / d²
gdzie:
A, B, C – w metrach
d – średnica liny w milimetrach
Należy pamiętać, że nowe liny mogą być produkowane z dodatnią tolerancją średnicy do 5%.
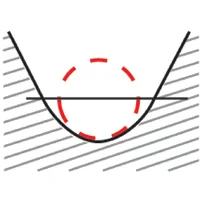
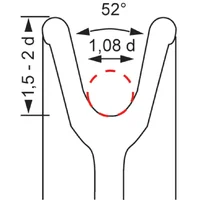
Przed montażem nowej liny należy skontrolować stan rowków, łożysk i smarowania kół linowych. Pomiar średnicy rowka należy wykonać przy użyciu wzornika promienia. Zalecana średnica rowka powinna wynosić od 108% do 114% średnicy liny (czyli 0,54–0,57 × d).
Zużyte koła linowe powinny zostać wymienione lub zregenerowane.
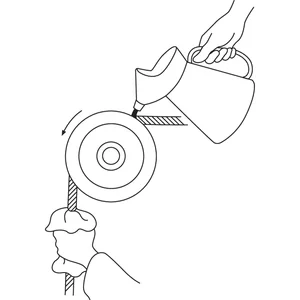
Smarowanie liny
Kluczowym elementem konserwacji lin stalowych jest regularne smarowanie. W procesie produkcji lina pokrywana jest smarem ochronnym, który zabezpiecza ją jedynie podczas transportu i magazynowania. Przed pierwszym użyciem należy uzupełnić smarowanie odpowiednim środkiem przeznaczonym do eksploatacji. Lina powinna być wcześniej dokładnie oczyszczona z resztek starego smaru, rdzy i zanieczyszczeń. Smary mogą być nakładane za pomocą rozpylaczy, pędzli, aplikatorów ręcznych lub specjalnych urządzeń ciśnieniowych. Najlepsze efekty daje użycie wysokociśnieniowej maszyny smarującej, która pozwala środkowi wniknąć głęboko do rdzenia.
Częstotliwość smarowania zależy od warunków pracy, temperatury, intensywności użytkowania, liczby cykli zginania oraz rodzaju liny. W typowych zastosowaniach przemysłowych zaleca się smarowanie od trzech do pięciu razy w ciągu całego okresu eksploatacji. Nadmiar smaru jest niepożądany – może prowadzić do zanieczyszczenia urządzeń, wewnętrznej korozji liny i strat materiałowych. Do oszacowania potrzebnej ilości środka smarnego można zastosować odpowiedni wzór uwzględniający długość i średnicę liny.
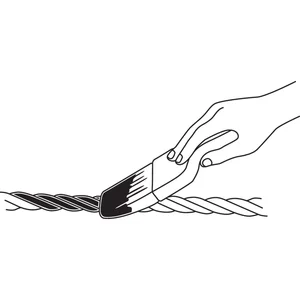




Kontrola liny
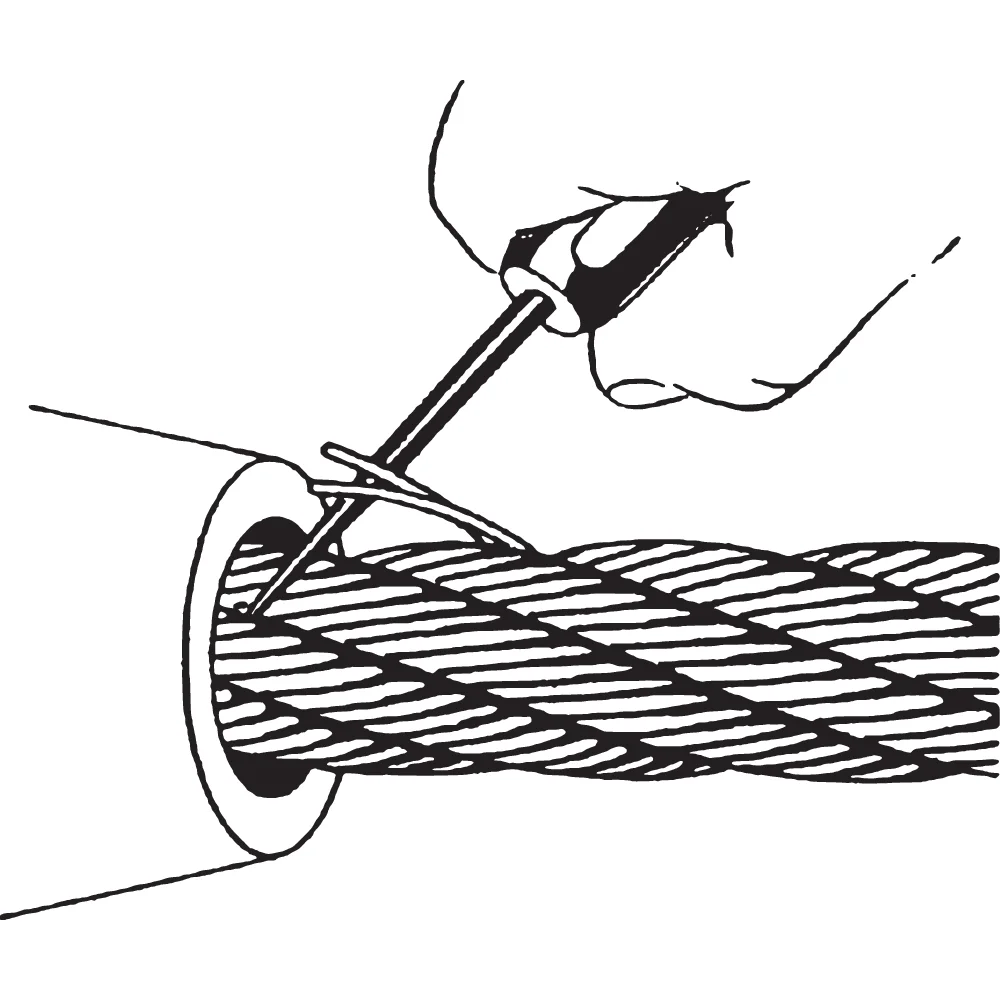
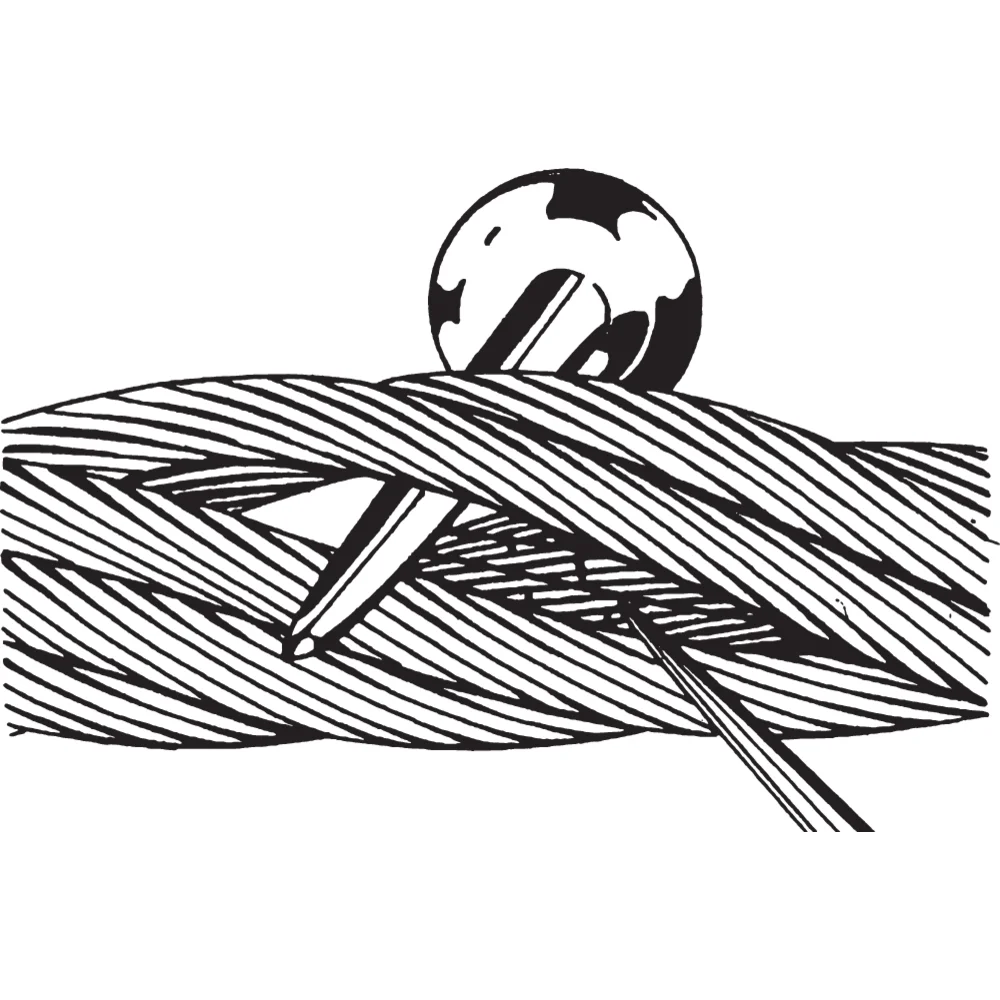
Kontrola stanu technicznego liny powinna być prowadzona codziennie przez operatora, a okresowo przez osobę wykwalifikowaną. Szczególną uwagę należy zwrócić na odcinki narażone na intensywną eksploatację, w tym strefy kontaktu z krążkami, zakończenia oraz obszary pracy na bębnie. Objawy zużycia to pęknięcia drutów, ścieranie, spłaszczenia, deformacje, zgięcia typu „kink” oraz oznaki korozji. Widoczne uszkodzenia powinny skutkować wycofaniem liny z eksploatacji. Pojedyncze pęknięcia mogą być usunięte poprzez zgięcie drutu w taki sposób, by pęknięcie nastąpiło wewnątrz struktury liny, co zapobiega wystającym końcówkom.
Lina musi być złomowana zgodnie z obowiązującymi normami lub zaleceniami producenta. Ostateczną decyzję o wycofaniu liny może podjąć wyłącznie osoba posiadająca odpowiednie kwalifikacje i wiedzę. Przekroczenie dopuszczalnej liczby pęknięć drutów, zmniejszenie średnicy, deformacje lub inne objawy zmęczenia materiałowego są wyraźnym sygnałem do jej wycofania. W przypadku lin stosowanych z kołami z tworzywa sztucznego, uszkodzenia mogą występować wewnątrz liny, zanim staną się widoczne z zewnątrz – w takich przypadkach należy opracować indywidualny harmonogram kontroli oparty na danych eksploatacyjnych.
Regularna konserwacja, prawidłowe smarowanie, odpowiednie przechowywanie i przeszkolenie personelu obsługującego mają decydujące znaczenie dla bezpieczeństwa i efektywności eksploatacji lin stalowych.